Natural Gas Burner - GSC (Metric Units)
Natural Gas Burner - GSC (English Units)
Summary
The objective of this example is to demonstrate how multiple goals and variables are used in the GSC module to achieve an objective.
Note: This example can only be run if you have a license for the GSC module.
Topics Covered
-
Defining the Goal Seek and Control group
-
Setting Variables and Goals
-
Using Group Max/Min Goals
-
Understanding Goal Seek and Control output
Required Knowledge
This example assumes the user has already worked through the Beginner: Air Heating System example, or has a level of knowledge consistent with that topic. You can also watch the AFT Arrow Quick Start Video (Metric Units) on the AFT website, as it covers the majority of the topics discussed in the Beginner: Air Heating System example.
In addition the user should have worked through the Beginner: Heat Transfer in a Pipe - GSC example.
Model Files
This example uses the following files, which are installed in the Examples folder as part of the AFT Arrow installation:
Problem Statement
An underground storage reservoir containing natural gas made up mostly of methane supplies gas to five burners. The gas is at
In order to operate at the best efficiency, the gas should be delivered to the burners at a minimum stagnation temperature of
How much heat must be added to the heat exchanger to ensure that all of the burners will receive gas at the specified minimum temperature? (Neglect elevation changes)
Use GSC to size the heat exchanger.
Step 1. Start AFT Arrow
From the Start Menu choose the AFT Arrow 9 folder and select AFT Arrow 9.
To ensure that your results are the same as those presented in this documentation, this example should be run using all default AFT Arrow settings, unless you are specifically instructed to do otherwise.
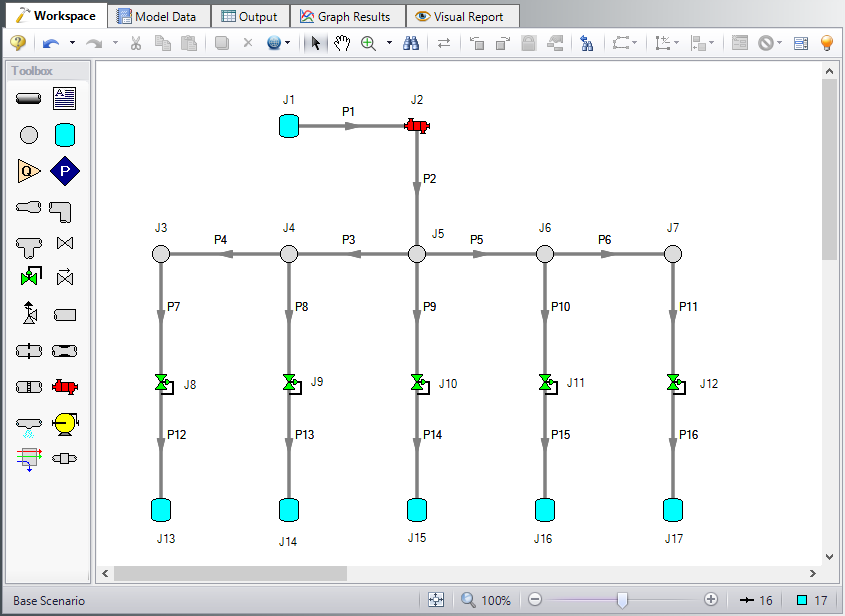
Open the Metric - Natural Gas Burner.aro example file listed above, which is located in the Examples folder in the AFT Arrow application folder. Save the file to a different folder. This is the only scenario needed for this example, so right-click the Base Scenario and select Delete All Children. The workspace should look like Figure 1.
Step 2. Define the Steady Solution Control Group
There is an option available in Solution Control when using one of the marching methods that can sometimes result in an overall reduction in solution runtime. This option is to first solve the system using the Lumped Adiabatic method and then use these results as a starting point for the marching solution. Since the Lumped Adiabatic solution can typically be obtained much faster, this can provide an overall reduction in runtime for the marching method.
The Steady Solution Control Group is already defined using the default inputs. This means that no user input is required to run the model. However, the Lumped Adiabatic initialization will be used for this model.
To activate this option, do the following:
-
Open Analysis Setup
-
Navigate to the Solution Method panel in the Steady Solution Control group
-
Click the box to turn on First Use Lumped Adiabatic Method To Obtain Initial Stating Point For Marching Solution
The Steady Solution Control Group is now defined for this model.
Step 3. Create a Group
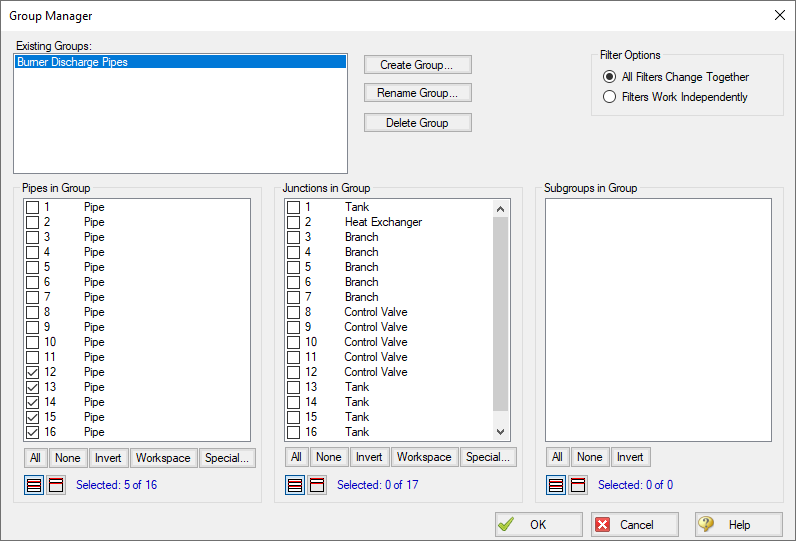
In order to use the Group Max/Min goal type, the junctions or pipes included in the goal must be added to a group. To create a group, select the pipes and/or junctions for the desired group, then select the Groups | Create option from the Edit menu. In this case, only the pipes that are directly connected to the burners will be selected (i.e., Pipes P12-P16).
When prompted, give the new group the name Burner Discharge Pipes, and click OK. After naming the new group, the Group Manager will be displayed. Select the new group name from the list, and confirm all of the burner discharge pipes from the pipe list are selected, as shown in Figure 2. Click OK to return to the Workspace.
Step 4. Define the Modules Group
Navigate to the Modules panel in Analysis Setup. Check the box next to Activate GSC. The Use option should automatically be selected, making GSC enabled for use.
Step 5. Define the Goal Seek and Control Group
Specify the variables and goals for the model using the Goal Seek and Control group in Analysis Setup.
Variables Panel
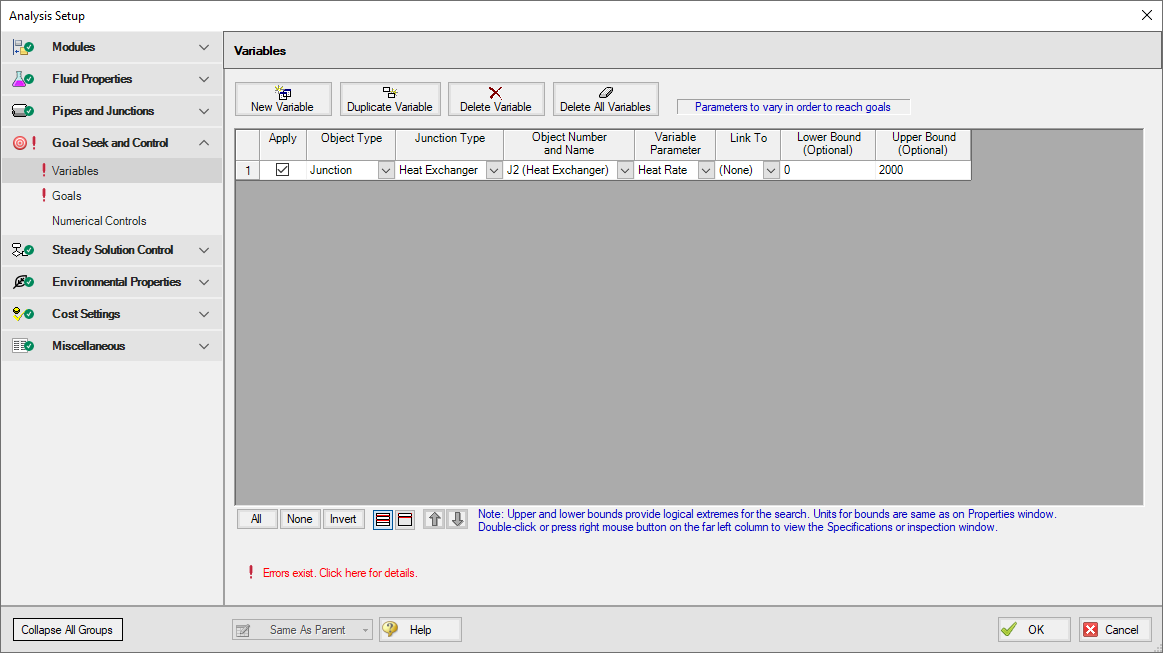
Open the Variables panel, click New Variable, and enter the following variable data (Figure 3):
-
Apply = Selected
-
Object Type = Junction
-
Junction Type = Heat Exchanger
-
Junction Number and Name = J2 (Heat Exchanger)
-
Variable Parameter = Heat Rate
-
Link To = (None)
-
Lower Bound (Optional) = 0
-
Upper Bound (Optional) = 2000
Note: The units used for the Lower and Upper Bound are the same as what is specified in the junction properties window:
Goals Panel
For this example, we will be using a Group Max/Min goal. This type of goal allows a single goal to be applied to a group of objects. Arrow applies a Group Max/Min goal by ensuring the final goal value is either greater than or equal to (Min) or less then or equal to (Max) the specified value. For our example, a Group Max/Min goal will be applied to ensure the minimum gas discharge temperature out of all of the burner discharge pipes is at least
Open the Goals panel, click New Goal, and enter the following goal data:
-
Apply = Selected
-
Goal Type = Group
-
Object Type = Group Max/Min
-
Goal Parameter = Temperature Stagnation
-
Criteria = >=
-
Goal Value = 38
-
Goal Units = deg. C
-
Object ID = Burner Discharge Pipes
-
Object Location = Outlet
Step 6. Run the Model
Click Run Model on the toolbar or from the Analysis menu. This will open the Solution Progress window. This window allows you to watch as the AFT Arrow solver converges on the answer. Once the solver has converged, view the results by clicking the Output button at the bottom of the Solution Progress window.
Step 7. Examine the Output
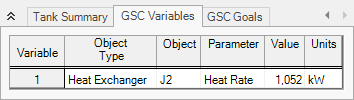
The results of the GSC analysis are shown in the General section of the Output window. The GSC Variables tab shows the final value for the variable parameter, as shown in Figure 4. The GSC Goals tab shows the final value achieved for the goal, as shown in Figure 5.
The GSC module analysis determined the required heat rate to ensure a minimum gas delivery temperature of 38 deg. C is 1052 kW. This is the same result that was obtained in the Natural Gas Burner example where the iterations to determine the heat rate were performed manually.