Duffy Method (Pulp and Paper Stock)
The Duffy method is a system developed by G.G. Duffy at the University of Auckland, New Zealand and formalized by the
TAPPI states that the correlations behind this model do not necessarily provide the actual design value of friction loss. Instead, it provides a means to determine the minimum value of pipe friction loss an engineer can expect. Each system designer must determine and apply a safety factor as they deem necessary.
Fathom contains data on 21 different stock fluid selections that can be used with the Duffy method. The constants used for each stock fluid are displayed in the General Results section of the output. Additionally, the Vmax and Vwater terms, the dryness coefficient, and the Safety Factor can all be displayed in the Pipe Output.
Note: The Duffy method is only valid for pulp consistencies between 2% and 6%.
Duffy Method Interface
The Viscosity Model panel appears as shown below in Figure 1 when the Duffy method is selected.
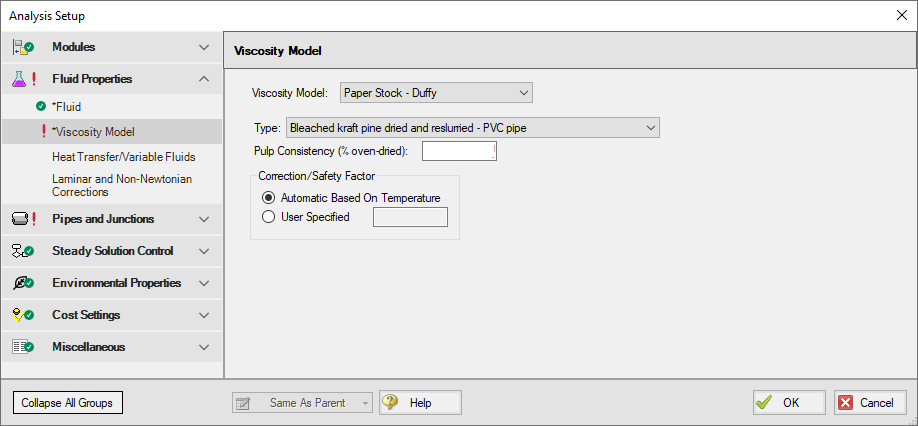
Figure 1: Viscosity Model panel for the Duffy Method
Users must select a type of pulp to model and define a pulp consistency. The user must also choose to correct the Duffy method parameters based on temperature automatically or via a user-specified correction. The constants used by Fathom are based on a pulp temperature of 35 deg. C. The Automatic Based on Temperature will use the temperature specified on the Fluid panel (or the temperature in each pipe in the case of Variable Fluid Properties) to determine the pulp temperature.
There are 21 pulp types to choose from:
-
Bleached kraft pine dried and reslurried - PVC pipe
-
Bleached kraft pine dried and reslurried - SS pipe
-
Bleached straw - copper pipe
-
Bleached sulfite - copper pipe
-
Hardwood NSSC CSF = 620 - PVC pipe
-
Kraft - copper pipe
-
Kraft birch dried and reslurried - PVC pipe
-
Long-fibered kraft dried and reslurried - PVC pipe
-
Long-fibered kraft never dried CSF = 260 - PVC pipe
-
Long-fibered kraft never dried CSF = 550 - PVC pipe
-
Long-fibered kraft never dried CSF = 650 - PVC pipe
-
Long-fibered kraft never dried CSF = 725 - PVC pipe
-
Long-fibered kraft never dried CSF = 725 - SS pipe
-
Newsprint broke CSF = 75 - PVC pipe
-
Refiner groundwood CSF = 150 - PVC pipe
-
Refiner groundwood (hardboard) - PVC pipe
-
Refiner groundwood (insulating board) - PVC pipe
-
Stone groundwood CSF = 114 - PVC pipe
-
Unbeaten aspen sulfite never dried - SS pipe
-
Unbleached straw - copper pipe
-
Unbleached sulfite - copper pipe
Theory and Correlations
AFT Fathom models frictional losses for the Duffy method using correlations taken from the TAPPI Generalized Method for Determining the Pipe Friction Loss of Flowing Pulp Suspensions.
The maximum velocity (m/s) for the Duffy model is given by:

The velocity at which pulp effects are negligible and the frictional losses of the pulp mixture are the same as the frictional losses of pure water:

In the case where V < Vmax:

Where:
-
dH/L = head loss per length (m water/100 m pipe)
-
C = pulp consistency (% dryness)
-
D = inner pipe diameter (mm)
-
F = correction factor for temperature or pipe roughness (dimensionless)
-
K', K, σ, α, β, γ = constants depending on pulp type and pipe material (dimensionless)
-
V = actual pipe velocity, when Vmax > V (m/s)
-
V = Vmax, when Vwater > V > Vmax
When pipe velocity is larger than Vwater, standard pipe friction models are used, treating the pulp mixture as pure water.
Related Topics
Related Blogs
Non-Newtonian Fluids - How to Model the Soap, Silly-Putty, or Shampoo in Your Pipe Network